
TM 5-3805-280-24-2
Cylinder Block, Liners, Pistons and Rods
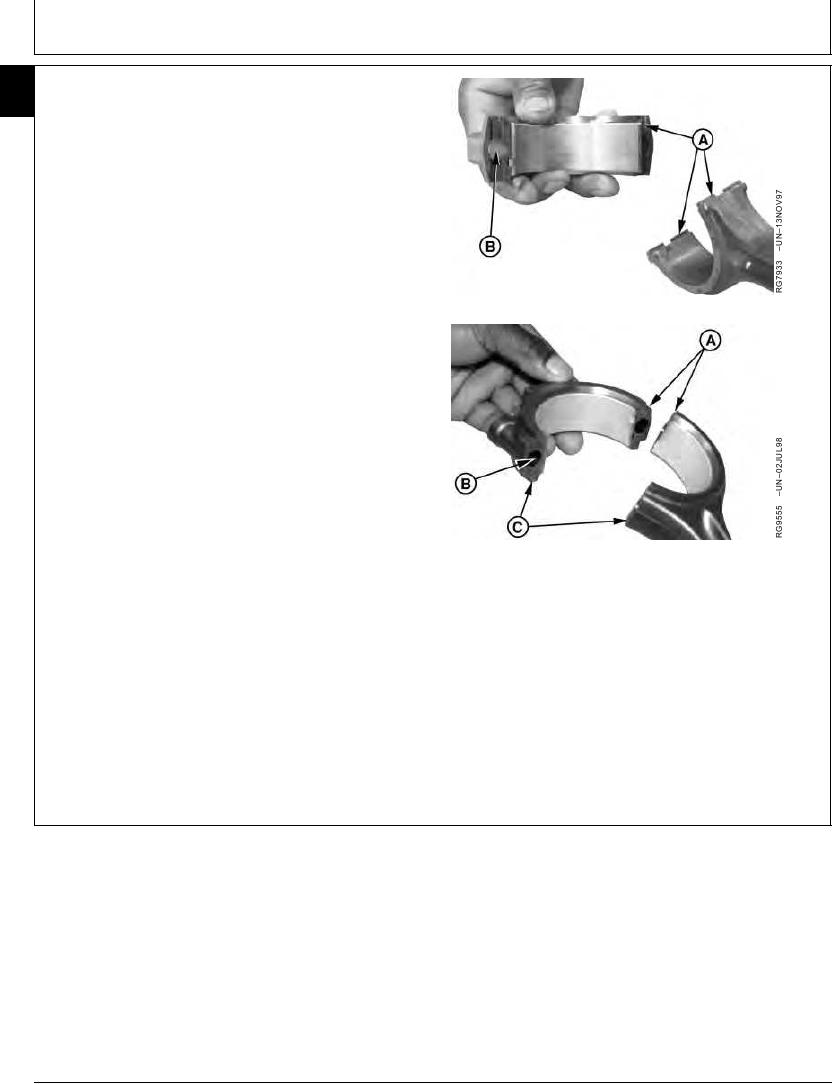
INSPECT ROD AND CAP
10
32
1. Inspect rod and cap for wear or damage, such as chips
or nicks in the joint area (A).
IMPORTANT: Do not nick the joint surfaces of the rod
and cap. This is very critical on
Precision JointTM rods to assure proper
seating. Never scrape these surfaces
(C) with a wire brush or other tool. The
interlocking mating surfaces must be
preserved.
Tongue-and-Groove Rod and Cap
2. Inspect in and around cap screw holes in cap (B). If
any imperfections are found, replace rod and cap.
3. Carefully clamp rod in a soft-jawed vise (cap end
upward).
IMPORTANT: Never use new connecting rod cap
screws when checking rod bore ID. Use
new cap screws only for final assembly
of connecting rods.
4. Install cap WITHOUT bearing inserts. Use old cap
screws.
Precision JointTM Rod and Cap
5. Tighten cap screws to 58 Nm (43 lb-ft). Turn cap
A--Joint Area
screw an additional 90--100.
B--Cap Holes
C--Precision JointTM Surfaces
See TORQUE-TURN CONNECTING ROD CAP
SCREWS later in this group.
Precision Joint is a trademark of Deere & Company
Continued on next page
RG,10,DT7408 1912NOV971/2
13-145

