
TM 5-3805-280-24-2
Cylinder Block, Liners, Pistons and Rods
10
IMPORTANT: DO NOT file liner support flange
41
excessively. Excess filing can damage
liner support flange and allow an
improper liner fit. Thoroughly clean all
filings from cylinder block.
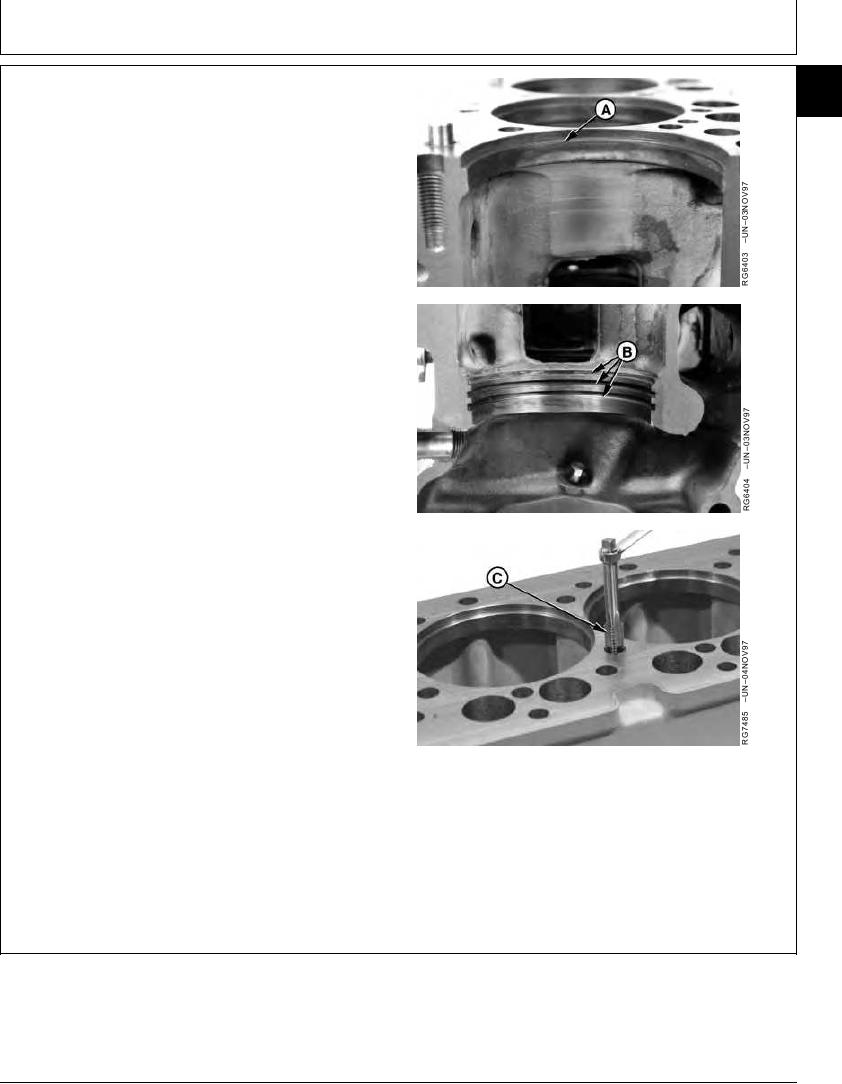
4. Inspect liner support flange (A) for burrs. If burrs are
present, use a small half-moon file and LIGHTLY file
(in a circular motion) burr off at a 60 angle. DO NOT
let file hit top of cylinder block while filing.
5. Carefully inspect block for cracks or damage. If a
cracked block is suspected, pressure-test the block. A
procedure for pressure testing is outlined in FOS
(Fundamentals of Service) Manual-ENGINES. Check
for erosion or cracks in the liner O-ring/packing area
(B). Replace cracked or damaged blocks.
6. If cylinder block is serviceable, clean out all threaded
holes for cylinder head mounting cap screws in top
deck of cylinder block, using JDG680 Tap (C) or an
equivalent 1/2-13 UNC-2A x 76 mm (3.0 in.) long tap.
Remove debris or fluid from tapped holes with
compressed air.
A--Liner Support Flange
B--O-Ring/Packing Area
C--JDG680 Tap
RG,10,DT7402 1911NOV972/2
13-154

