
TM 5-2420-230-24-1
Spicer Speciality Axle Division - Technical Publications
SECTION 19
REFITTING DRIVE HEAD INTO AXLE
19.1
Refit axle casing studs (23), to TD183/1.
19.2
Coat gear casing mating face of axle casing (25) with Loctite no.515.
19.3
With drive head supported with a suitable sling offer assembly to axle casing and tap into position using
a hide faced hammer.
19.4
Fit axle casing washers (11) and nuts (10) then tighten nuts to 99 - 108 lbs. ft. (134 - 148 Nm.).
19.5
Fit hub as follows :-
a)
Apply a film of Hylomar sealant to bearing abutment bore in axle casing.
(see fig. no. 14).
TP52
Hylomar
sealant
Fig.No.14
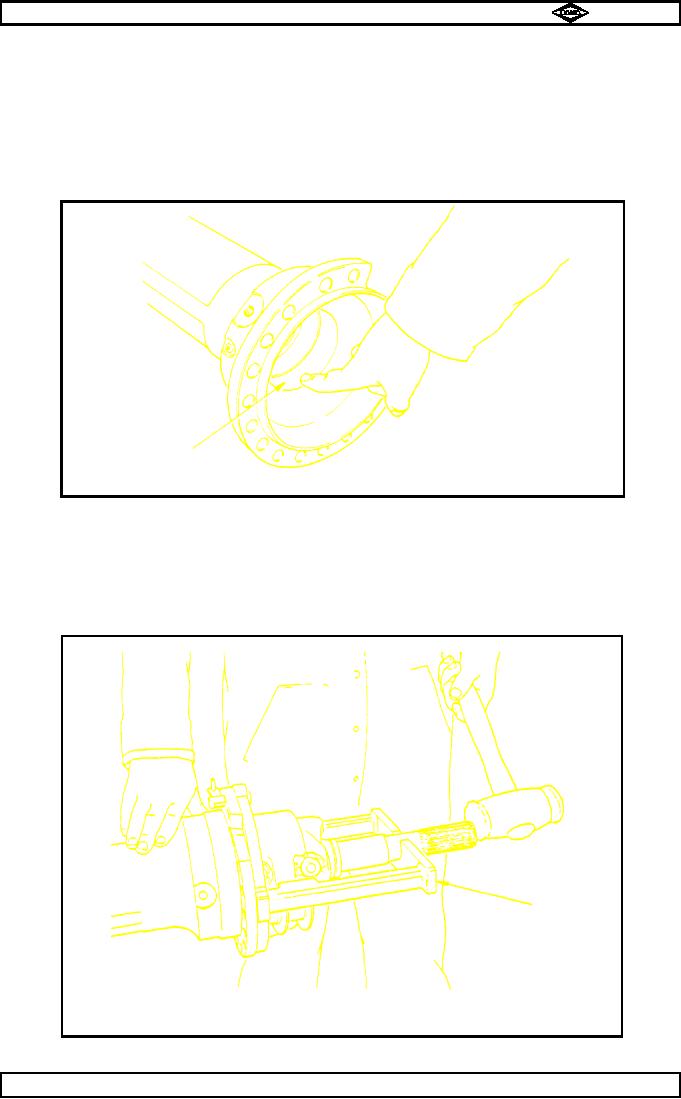
b)
Fit tool E 442 to axle casing flange the carfully feed U.J. assembly into position in axle
arm, ensuring correct location ofdrive shaft in drive head splines.and that no damage
occurs to oil seal in the process.
Using a soft metal (aluminium) drift (tool E562 or similar) carefully tap oil seal housing into
position in axle arm alternately tapping drive shaft into position using a hide faced
hammer as shown in figure no.15.
TP53
Tool E442
Fig.No.15
Page No.C21
Manual No. 1785 Issue A
Spicer Speciality Axle Division
J-85

