
TM 5-2420-230-24-2
Valve Seats - Grinding (2-12)
Cylinder Head - Group 2
Page 2-20
B Series Shop Manual
If the lapped surface is at the top of the valve face, the seat
will require more grinding with the 15 degree stone than
with the 60 degree stone.
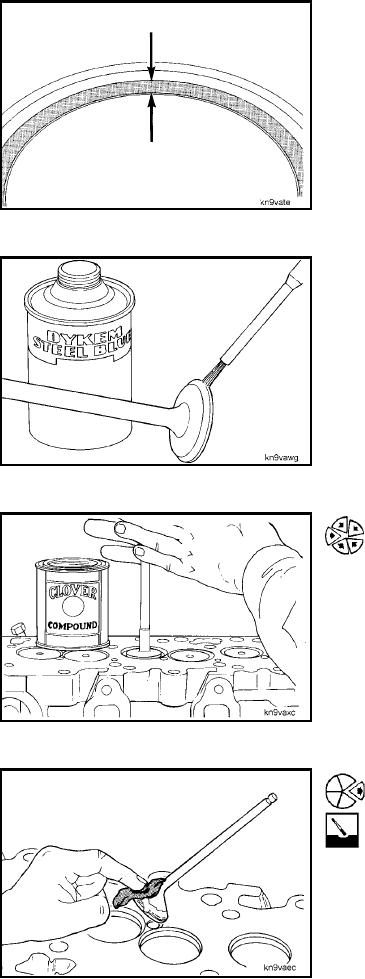
After centering the seat on the valve face, coat the valve
face with DykemTM Steel BlueTM and allow to dry.
Apply a coat of valve lapping compound to the valve and
lap the valve to its companion seat.
Remove the valve and clean the lapping compound from
the valve face and seat.
L-283