
TM 5-3805-280-24-2
Buckets
Use E7018 electrodes for welding or Lincoln
Electric Co. gasless flux core process electrode
type NS3M. 3/32 or 1/8 in. rod may be used.
TX,33,GG2396 1921SEP984/5
7. Preheat shank and cutting edge to 204--316C (400--
600F).
Tooth Shank Preheat--Specification
Temperature ..................................................... 204--316C (400--600F)
IMPORTANT: All weld beads must be continuous
starting at rear center, around the
corner and along the side for a good
strong weld joint. DO NOT start or stop
welding at a corner.
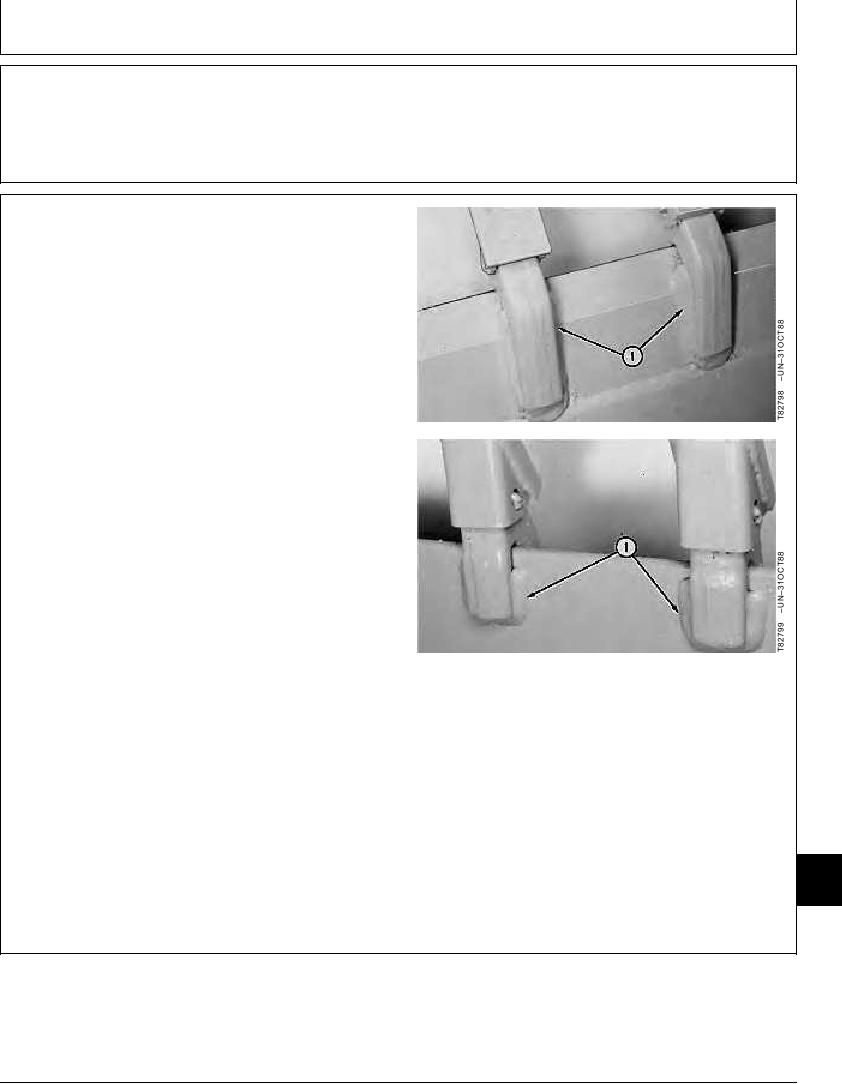
8. Weld shank to cutting edge using 12.7 mm (0.5 in.)
fillet weld (1).
Tooth Shank Fillet Weld--Specification
Size................................................................................. 12.7 mm (0.5 in.)
Starting at the rear center of shank, weld a continuous
bead across end, around the corner, and along the side
stopping 25 6 mm (0.98 0.24 in.) from edge of cutting
edge.
Tooth Shank Fillet Weld--Specification
Distance................................................. 25 6 mm (0.98 0.24 in.) from
1--Fillet Weld
edge of cutting edge
Alternating from side to side, make as many passes as
necessary to get the specified bead size.
9. Allow the weld area to cool slowly at room
temperature.
33
3302
7
TX,33,GG2396 1921SEP985/5
21-7

