
9008-37
TM 5-2420-230-24-1
High Capacity Buckets
Replacing Side Cutting Edge
1. Remove all welds that hold the side cutting edge
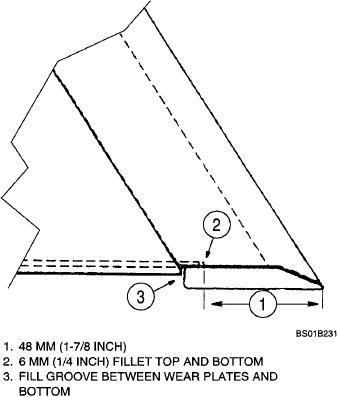
Replacing Bottom Cutting Edge
in position. Use carbon arc rod or an acetylene
1. Remove the bucket teeth. Use carbon arc rod or
cutting torch to remove the welds.
an acetylene cutting torch to remove the welds.
2. Remove the side cutting edge from the bucket.
2. Remove all welds that hold the bottom cuffing
3. Use a grinder to remove any welds or extra metal
edge in position. Use carbon arc rod or an
still on the bucket so that the new side cutting
acetylene cutting torch to remove the welds.
edge will fit the bucket.
3. Remove the cutting edge from the bucket.
4. Put the side cutting edge in position and use a
4. Use a grinder to remove any welds or extra metal
C-clamp to hold it.
still on the bucket so that the new cutting edge
5. Use E7018 welding rod to weld the side cutting
will fit the bucket.
edge to the bucket. Use a 6 mm (1/4 inch) fillet
5. Put the new bottom cutting edge in position and
weld all around the side cutting edge.
use C-clamps to hold it.
6. See the following illustration for weld locations
and specifications. Use E7018 welding rod to
weld the bottom cutting edge to the bucket.
H-73
Bur 6-42130
Issued 3-01
Printed in U.S.A.