
TM 5-2420-230-24-2
Cylinder Block (001-026)
B3.9 and B5.9 Series Engines
Page 1-64
Section 1 - Cylinder Block - Group 01
Malfunctions of the cylinder block, such as leaks, tappet
bore wear, etc, require a visual or dimensional inspection
to isolate the problem.
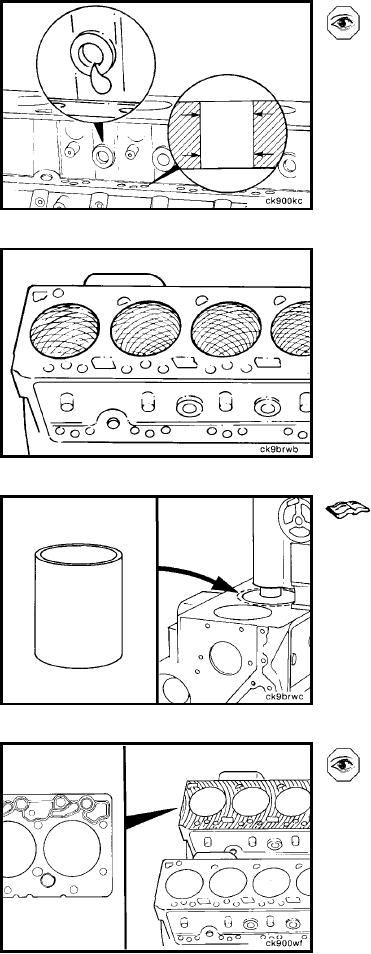
The cylinder bores are machined directly into the cylinder
block during production. The size and condition of the
cylinder bore is critical to engine performance and life.
During repair, be sure to inspect the cylinder bore carefully.
It will also be necessary to deglaze the cylinder walls before
reassembly. A 30-degree crosshatch pattern is needed to
seat the new piston rings.
The cylinder bores can be rebored in a machine shop and
fitted with an oversize service piston. The cylinder bore can
also be bored to accept a service liner and standard pis-
tons. Refer to the B Series Alternative Repair Manual,
Bulletin No. 3810234, for rebore procedures.
NOTE: The head surface of the block is also critical to
sealing the cylinder bores. Inspect the surface carefully
during repair before assembly. The cylinder head deck can
be resurfaced in a machine shop and a thicker surface
cylinder head gasket installed to keep the piston-to-head
clearance the same.
L-742