
TM 5-3805-280-24-2
Cylinder Head and Valves
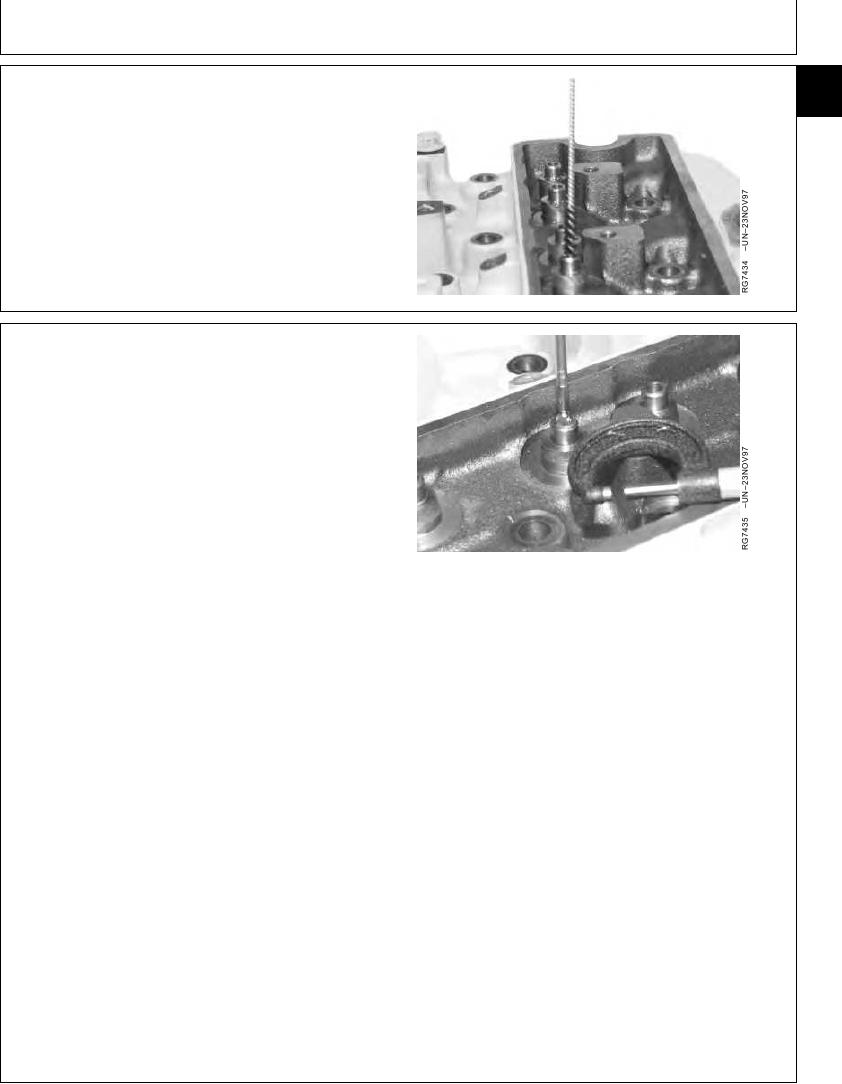
CLEAN VALVE GUIDES
05
33
Clean valve guides before inspection or repair, with a
plastic brush.
NOTE: A few drops of light oil or kerosene will help clean
the guides.
RG,05,DT7356 1911NOV971/1
MEASURE VALVE GUIDES
Using a telescopic gauge, measure valve guide wear.
Valve Guide Bore (New)--Specification
ID ........................................................... 7.912--7.938 mm (0.312--0.313
in.)
Valve Guide-to-Valve Stem (New)--Specification
Clearance ............................................ 0.05--0.10 mm (0.002--0.004 in.)
Wear Limit .................................................................. 0.15 mm (0.006 in.)
NOTE: Valves are available with 0.38 mm (0.015 in.) and
0.76 mm (0.030 in.) oversize stems.
If valve guide-to-stem oil clearance exceeds the wear
limit, oversize valve stems are available. Have a qualified
machine shop ream valve guides to assure guide-to-stem
clearance is within specification.
If valve guide-to-stem oil clearance exceeds the wear
limit, but is less than 0.20 mm (0.008 in.), it is acceptable
to knurl guides and ream to size. However, installing
oversize valve stems is preferred. (See KNURL VALVE
GUIDES, later in this group.)
IMPORTANT: Production valve guides have a
5/6-24NF modified internal thread the
entire length of guide with major
diameter of 8.052--8.128 mm (0.3170--
0.3199 in.) Have qualified machine shop
thread valve guides accordingly after
reaming for oversize valve stems.
RG,05,DT7355 1911NOV971/1
13-91