
TM 5-3805-281-24-1
Axle Shaft, Bearings, and Reduction Gears
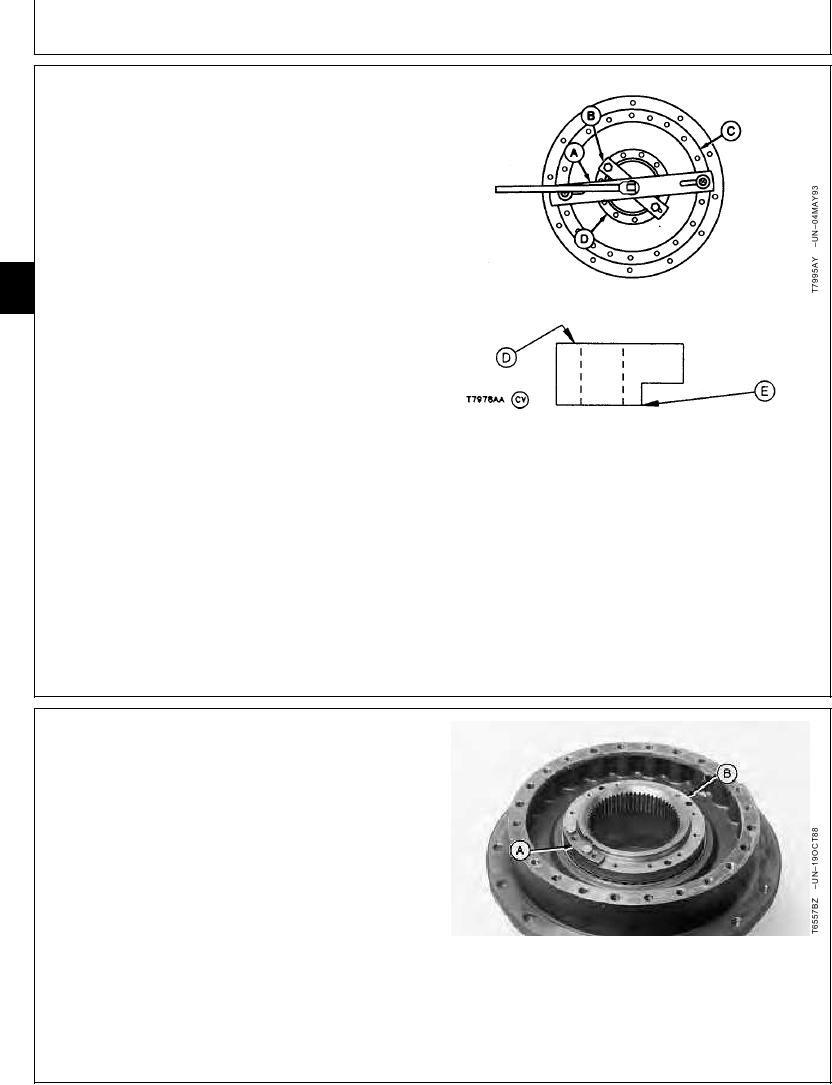
13. Install nut (D) with the 0.5 mm (0.020 in.) step (E)
toward bearing.
14. Tighten nut (D) using DFT1036A Propel Gearbox Nut
Wrench (B) and DFT1109 Holding Bar (A). Fasten
holding bar to ring gear (C). (See Section 99 for
instructions to make tools.)
Gearbox Bearing Nut--Specification
Torque ......................................................................... 785 Nm (580 lb-ft)
02
0250
15. Tap on ring gear (C) using a plastic hammer.
30
T7978AA UN01APR93
16. Turn drum three times to the right and left to seat
roller bearings. Drum must turn smoothly.
17. Repeat procedure again to be sure roller bearings are
seated.
A--DFT1109 Holding Bar
B--DFT1036A Propel Gearbox Nut Wrench
C--Ring Gear
D--Nut
E--0.5 mm (0.020 in.) Step
CED,OUOE023,159
1928MAY986/17
18. Clean threads of cap screws using cure primer. Apply
thread lock and sealer (high strength).
19. Install lock plate (A) so tang engages notch in
housing. Tighten nut (B) as needed to install cap
screws.
20. Tighten cap screws.
Gearbox Bearing Nut Lock Plate Cap Screw--Specification
Torque ............................................................................. 90 Nm (65 lb-ft)
A--Lock Plate
B--Nut
Continued on next page
CED,OUOE023,159
1928MAY987/17
10-29