
TM 5-2420-230-24-2
Section 1 - Cylinder Block - Group 1
Cylinder Block - Inspection (1-01)
B Series Shop Manual
Page 1-15
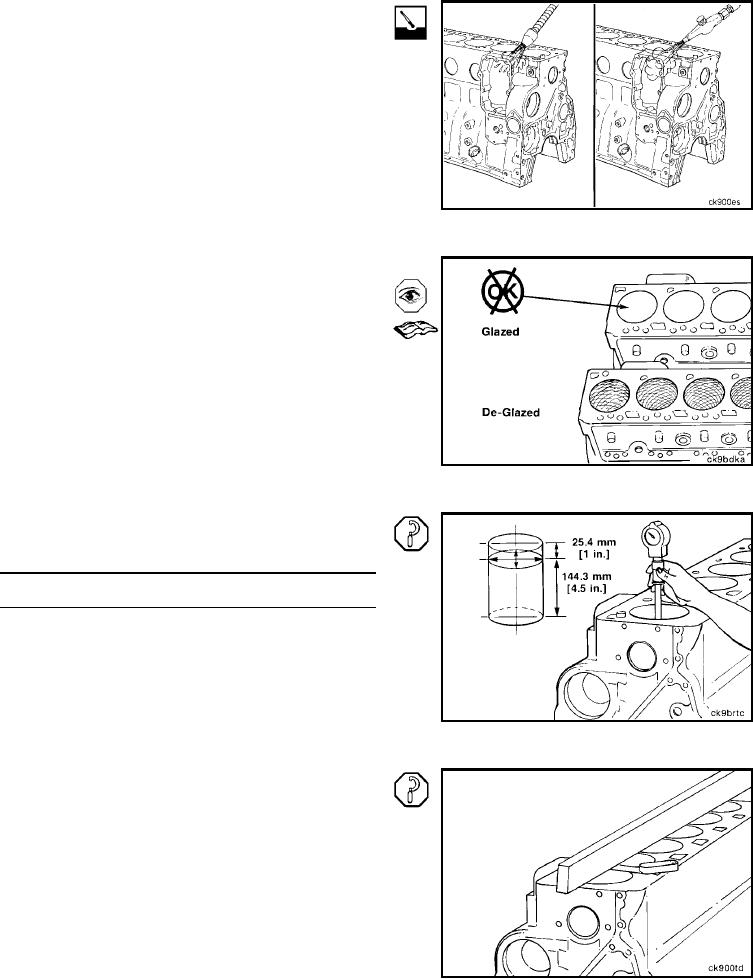
After rinsing with clean solvent, use compressed air to dry
the block.
Cylinder Block - Inspection (1-01)
Inspect the cylinder bores for glazing.
A surface without glaze will have a crosshatched appear-
ance with the lines at 25 to 30 degree angles with the top
of the cylinder block.
If de-glazing is required, refer to procedure number (1-05).
Inspect the cylinder bores for damage or excessive wear.
Measure the cylinder bores.
Diameter
mm
in
102.000
MIN
[4.0161]
102.116
MAX
[4.0203]
Out-of-Roundness: .038 mm [.0015 in]
Taper: 0.076 mm [.003 in]
Oversize pistons and rings (0.5 mm and 1.0 mm oversize)
are available for re-bored cylinder blocks.
Measure the cylinder block overall flatness:
End-to-End
0.076 mm [0.003 in.]
Side-to-Side 0.051 mm [0.002 in.]
Visually inspect for any localized dips or imperfections. If
present, the cylinder head deck must be reground.
L-218