
TM 5-2420-230-24-2
Section 1 - Cylinder Block - Group 1
Cylinder Block - De-Glazing (1-05)
B Series Shop Manual
Page 1-17
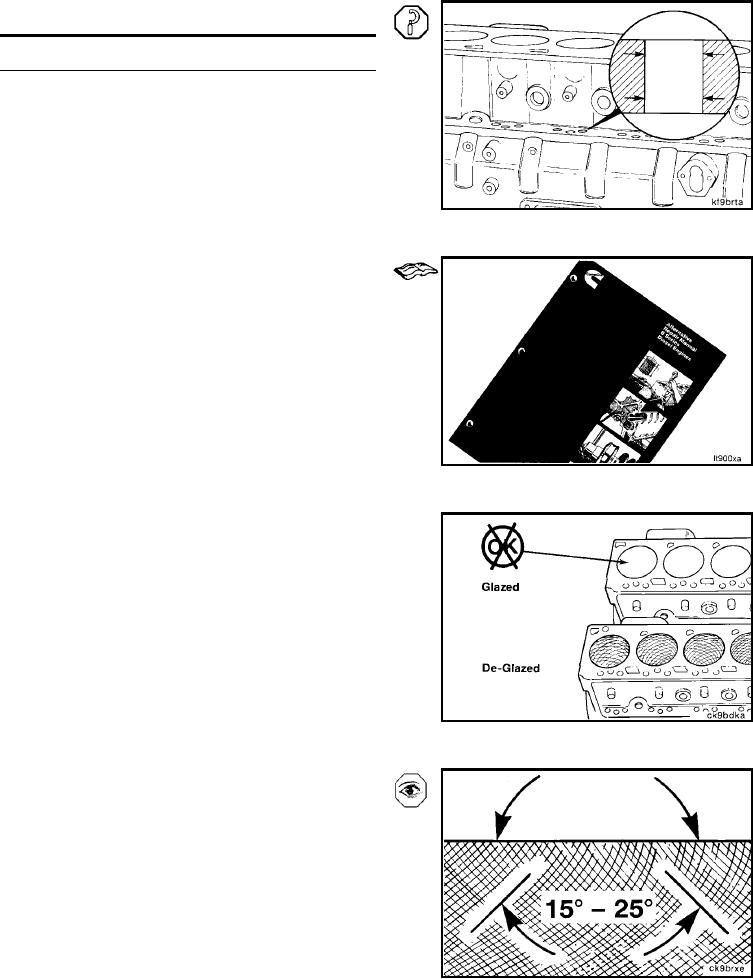
Inspect the tappet bores for scoring or excessive wear.
Diameter
mm
in
16.000
MIN
[0.630]
16.055
MAX
[0.632]
NOTE: If the cylinder head or cylinder block is out of speci-
fication, the out of specification surface must be machined.
Refer to the Alternative Repair Manual, Bulletin No. 3666109,
for re-surfacing information.
Cylinder Block - De-Glazing (1-05)
New piston rings may not seat in glazed cylinder bores.
De-glazing makes the bore ``rough'' to help seat the rings.
The size of the bore is not changed by proper de-glazing.
Improper de-glazing will change the size of the bore.
A correctly de-glazed surface will have a crosshatched
appearance with the lines at 15 to 25 degree angles with
the top of the cylinder block.
L-220