
TM 5-3805-280-24-2
Cylinder Block, Liners, Pistons and Rods
DETERMINE PISTON-TO-LINER CLEARANCE
10
28
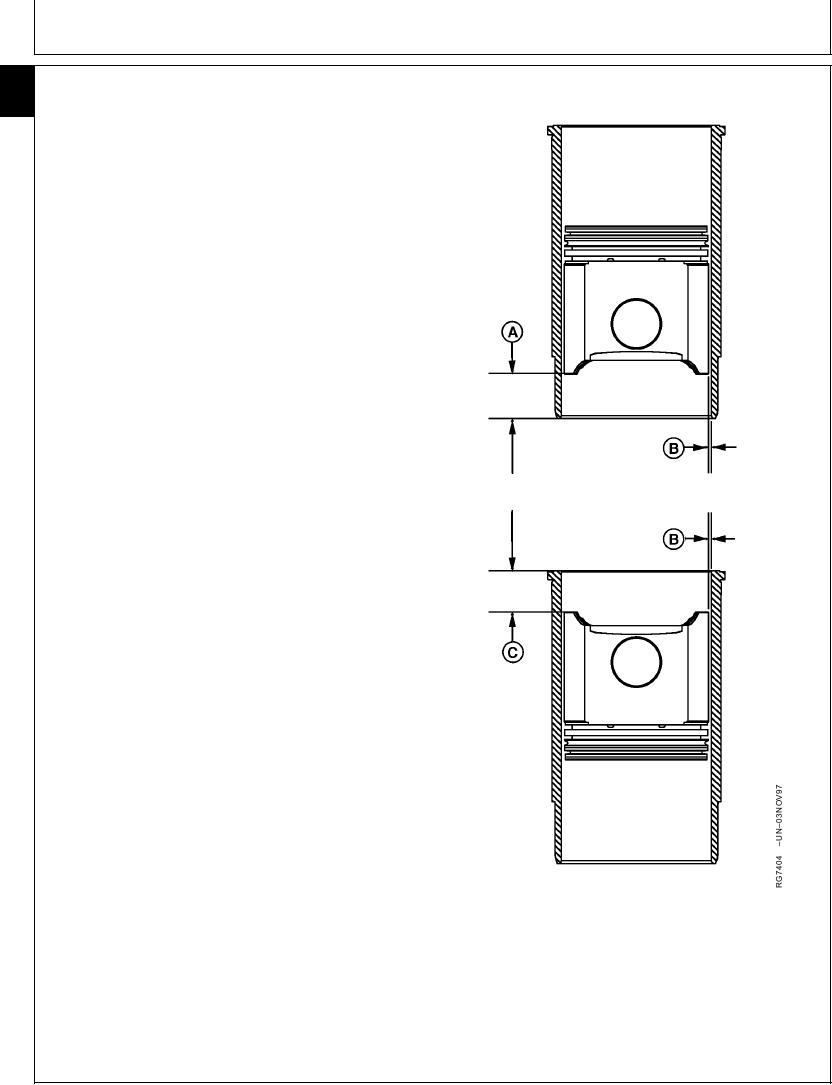
1. Put piston (without rings) in matched liner with piston
"front" and liner "front"1 aligned. Move piston down until
bottom edge of piston skirt is 25.4 mm (1.00 in.) (A)
from bottom of liner. Use a feeler gauge to measure
clearance (B) between piston skirt and liner 90 to pin
bore. Record the measured clearance.
2. Turn piston 90 in liner. Measure clearance between
piston skirt and liner 90 to pin bore. Record the
clearance.
3. Put piston upside down in liner with piston "front" and
liner "front" aligned. Move piston so bottom edge of
piston skirt is 25.4 mm (1.00 in.) (C) below top of liner.
Measure clearance (B) between piston skirt and liner at
90 to pin bore. Record the clearance.
4. Turn piston 90 in liner. Measure clearance between
piston skirt and liner 90 to pin bore. Record the
clearance.
5. The difference between clearances in Steps 1 and 2 is
the amount liner is out-of-round at bottom of the liner.
6. The difference between clearances in Steps 3 and 4 is
the amount liner is out-of-round at top of the liner.
7. The difference between clearances in Steps 1 and 3 is
the amount liner is tapered.
Piston-to-Liner Clearance: (Measured at Bottom of Piston Skirt)
(Naturally Aspirated Engines)--Specification
Clearance ............................................ 0.08--0.14 mm (0.003--0.005 in.)
Piston-to-Liner Clearance: (Measured at Bottom of Piston Skirt)
(Turbocharged Engines)--Specification
Clearance ............................................ 0.08--0.15 mm (0.003--0.006 in.)
Cylinder Liner Out-Of-Round (Top or Bottom)--Specification
Maximum Out-of-Round ............................................. 0.05 mm (0.002 in.)
A--25.4 mm (1.00 in.)
B--Skirt-to-Liner Clearance
C--25.4 mm (1.00 in.)
1
As marked during liner removal from engine.
Continued on next page
RG,10,DT7411 1912NOV971/2
13-141