
TM 5-3805-281-24-2
Cylinder Head and Valves
GRIND (REFACE) VALVES
IMPORTANT: Valve grinding should only be done by
experienced personnel familiar with
equipment and capable of maintaining
required specifications.
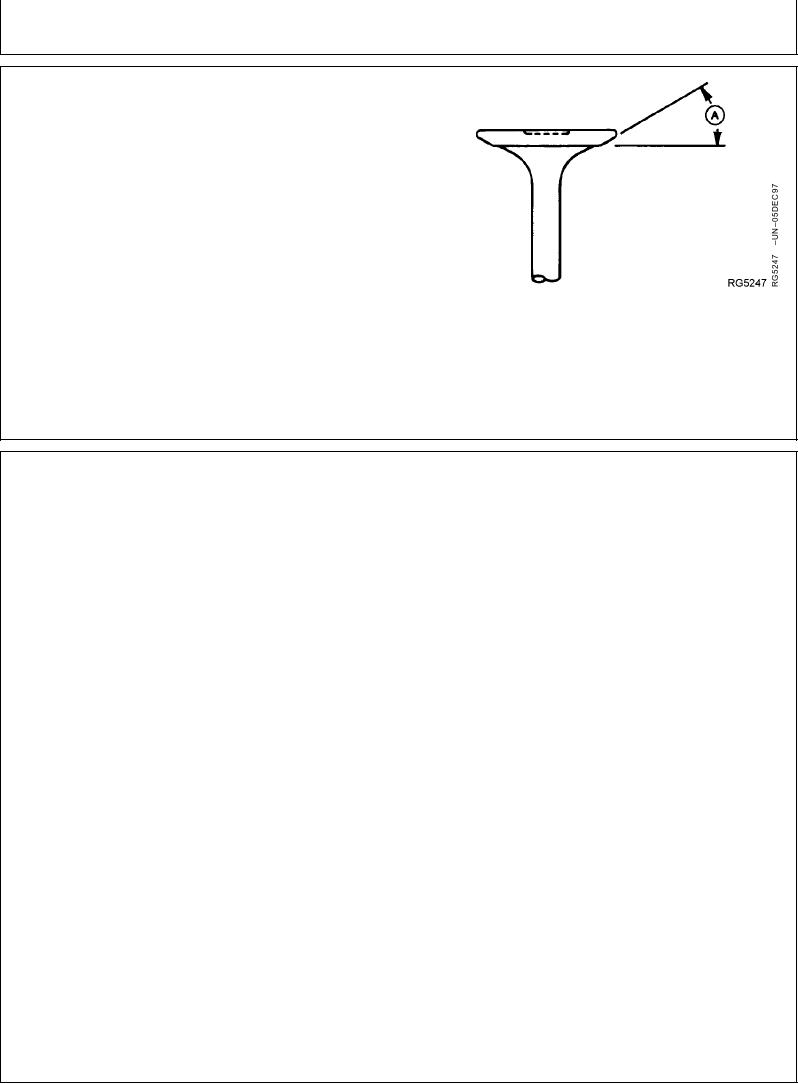
If necessary to reface valve, grind valve face to an angle
of 29.25 0.25 (A).
IMPORTANT: When valve faces are ground, it is
important not to nick valve
Valve Face Angle
head-to-stem radius with facing stone.
A nick could cause the valve to break.
Radius all sharp edges after grinding.
RG,RG34710,1084
1923OCT971/1
INSPECT AND CLEAN CYLINDER HEAD
1. Inspect combustion face for evidence of physical
damage, oil or coolant leakage, or gasket failure prior
to cleaning the cylinder head. Repair or replace
cylinder head if there is evidence of physical damage;
such as cracking, abrasion, distortion, or valve seat
"torching". Inspect all cylinder head passages for
restrictions.
2. Scrape gasket material, oil, carbon, and rust from
head. Use a powered brass or copper wire brush to
clean sealing surfaces.
IMPORTANT: Be sure to remove all plugs before
cleaning head, as parts can be
damaged or destroyed by hot tank
solutions.
3. Clean cylinder head in a chemical hot tank, or with
solvent and a brush.
4. Dry with compressed air and blow out all passages.
RG,RG34710,1085
1923OCT971/1