
TM 5-3805-281-24-2
Cylinder Head and Valves
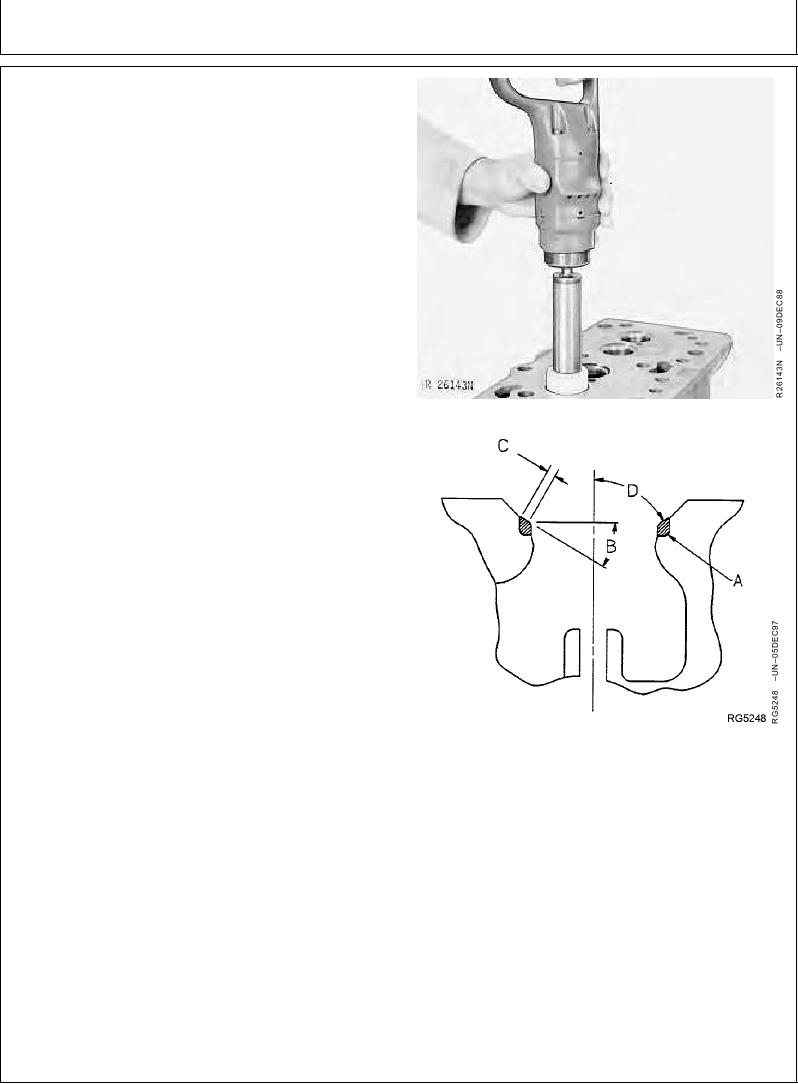
GRIND VALVE SEATS
IMPORTANT: Valve seat grinding should only be
done by experienced personnel familiar
with equipment and capable of
maintaining required specifications.
ALWAYS keep work area clean when
grinding valve seats. A 120-grit stone
MUST BE used for grinding both intake
and exhaust valve seat inserts (A).
Using JT05893 Heavy-Duty Seat Grinder
Set, grind valve seats to obtain correct
valve recess in cylinder head. (See
MEASURE VALVE RECESS earlier in
this group.) Be sure valve guide bores
are clean before grinding valve seats.
(See CLEAN VALVE GUIDES earlier in
Grinding Valve Seats
this group.)
If valve seats need grinding, only a few seconds are
required to recondition the average valve seat. Avoid the
tendency to grind off too much. Do not use excessive
pressure on the grinding stone.
1. Check the seat width (C) and contact pattern between
the seat and valve with bluing. Seat width MUST BE
maintained within specification. Use a vernier caliper or
scale to measure seat width. Thoroughly clean seat
area after grinding and replace valves and valve seat
inserts as necessary.
NOTE: Valve seat width can be reduced with a narrowing
stone. This will change the angle (B) at the top of
the seat and increase the diameter. If valve seat
width is too narrow, valve may burn or erode.
Measuring Valve Seats
Varying the width changes the fine contact
between valve face and seat.
A--Valve
Seat
Insert
B--Valve
Seat
Angle
2. ALWAYS measure valve seat runout after grinding
C--Valve
Seat
Width
using D11010KW Eccentrimeter and check recess in
D--Valve
Seat
Runout
cylinder head after grinding as described later.
Continued on next page
RG,RG34710,1093
1923OCT971/2