
TM 5-3805-281-24-2
Cylinder Block, Liners, Pistons, and Rods
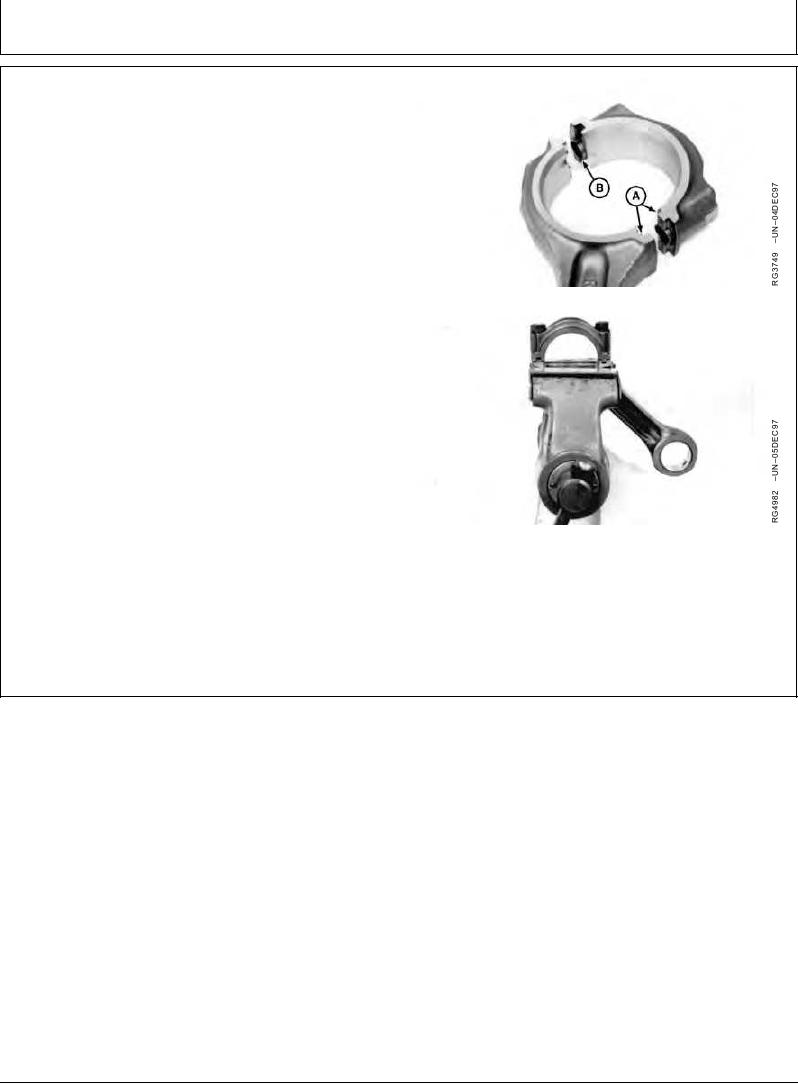
INSPECT ROD AND CAP
1. Inspect rod and cap for wear or damage, such as chips
or cracks in the joint area of the tongue-and-groove
joints (A).
2. Inspect in and around cap screw holes (B) in cap. If
any defects are found, replace rod and cap.
3. Carefully clamp rod in a soft-jawed vise (cap end
upward).
Inspecting Rod and Cap
4. Install cap WITHOUT bearing.
IMPORTANT: Never use new connecting rod cap
screws when checking rod bore I.D. Use
new cap screws only for final assembly
of connecting rods.
5. Initially tighten cap screws to 27 Nm (20 lb-ft), then
tighten open hole cap screw to same torque.
6. Next, tighten rod cap screws to 75 N m (55 lb-ft),
then,tighten each cap screw an additional 90100.
(See TORQUE-TURN METHOD FOR PROPER
Clamping Rod in Vise
TORQUE, described later in this group.)
Continued on next page
RG,RG34710,1128
1923OCT971/3