
TM 5-2420-230-24-1
Spicer Speciality Axle Division - Technical Publications
SECTION 23
REBUILDING HUB UNIT
23.1
If wear sleeve (118) has been removed, then a new one should be fitted as follows :-
a)
Clean mating surfaces of sleeve and stub with tricoethylene or similar degreasing agent.
Apply a bead of Loctite No 601 around axle stub (98) approx 1/4 " from bearing shoulder.
b)
See fig no. 29.
c)
Using service tool no. E398 knock hub wear sleeve (118) into position on swivel stub.
Allow 2 hours for Loctite to cure.
23.2
Check wheel studs (17) for misalignment and tightness.
23.3
Using service tool no. E317 knock outer bearing cup (53) into position in hub (16).
23.4
Turn hub over and knock inner bearing cup (18) into position with service tool no. E544 then pack inner
bearing cone with grease (Shell Retinax LX or equivalent) and place into position on its cup.
23.5
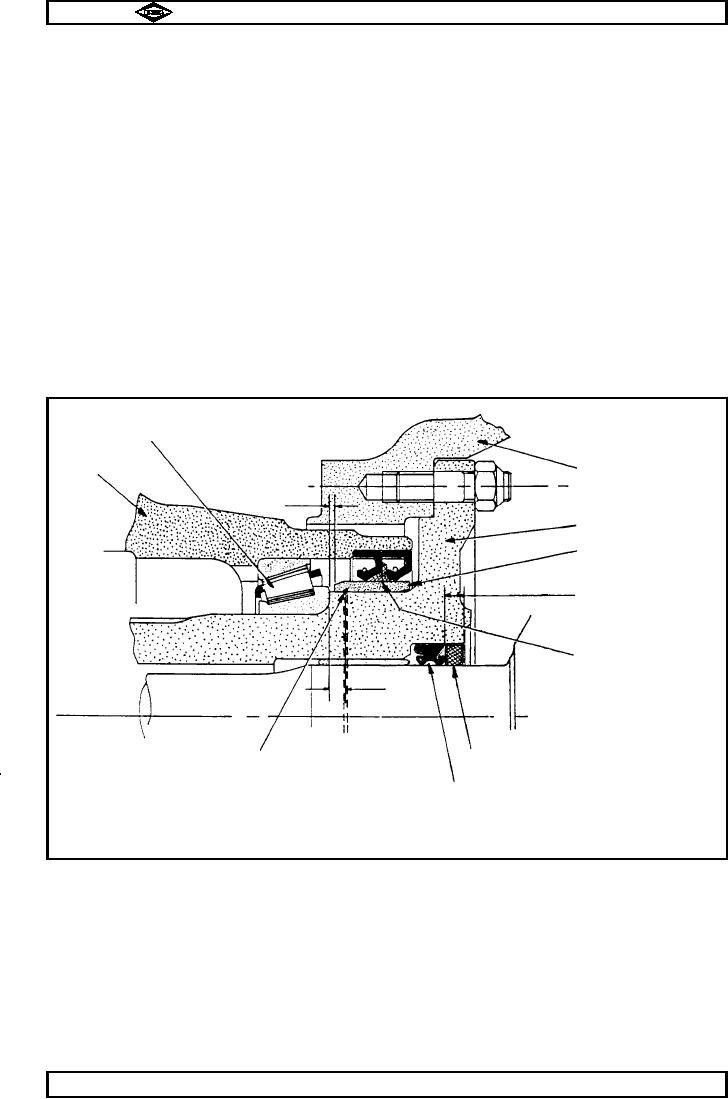
Using service tool no E552 press first oil seal (52) with spring loaded lip facing bearing into hub (approx
9
/16 " in to allow fitment of second seal). Press second seal with spring loaded lip to back of first seal
using E553. See fig no. 32. Pack gap between seals with a high melting point grease
(BP Keenomax L2 or equivalent) for approx 240o of circumference. Wipe off excess grease.
23.6
Carefully guide hub assembly onto swivel stub, taking care not to damage oil seals.
Support hub assembly until annulus is fitted.
TP61
Hub bearing
Hub
Swivel jaw
0.06"
Swivel stub
Wear sleeve
6.3mm (0.283")
Setting dimn.
Gap between oil seals
to be filled with high
melting point grease
1/4"
on assembly
Dirt excluder (when fitted)
Loctite beading
Oil seal
(lubricate with oil on assembly)
Part section through hub
Fig No. 32
SECTION 24
REBUILDING ANNULUS UNIT
24.1
Press outer hub bearing cone (53A) onto annulus stub (14).
24.2
Press dowels (56) into annulus gear (13) locate dowels in their respective holes in annulus carrier (14).
24.3
Fit lockplates (55) and setscrews (54) then tighten setscrews to 100 - 110 lbs. ft. (136 - 149 Nm..
Bend up ends of lockplates against suitable flat on setscrew head to secure setscrews into position.
24.4
Knock annulus assembly into position on axle stub (98) using a hide faced hammer.
Manual No. 1785 Issue A
Page No.B28
Spicer Speciality Axle Division
J-58