
TM 5-2420-230-24-1
Spicer Speciality Axle Division - Technical Publications
SECTION 26
PLANET CARRIER ASSEMBLY
26.1
Place planet carrier (6) on a bench, inner face up with a planet wheel access hole towards fitter.
26.2
Smear the bore of a planet wheel (10) with grease (Shell Retinax 'LX' or equivalent).
26.3
Insert 22 off needle rollers (7 & 10) into one end of planet wheel (10). The grease will adhere them to
bore of planet wheel.
26.4
Fit a planet wheel spacer (9) into bore of planet wheel locating needle rollers (7 &10).
26.5
Insert 22 off needle rollers into bore of planet wheel, abutting spacer ( 8).
26.6
Repeat operations 24.2 to 24.5 for other two planet wheels (10).
26.7
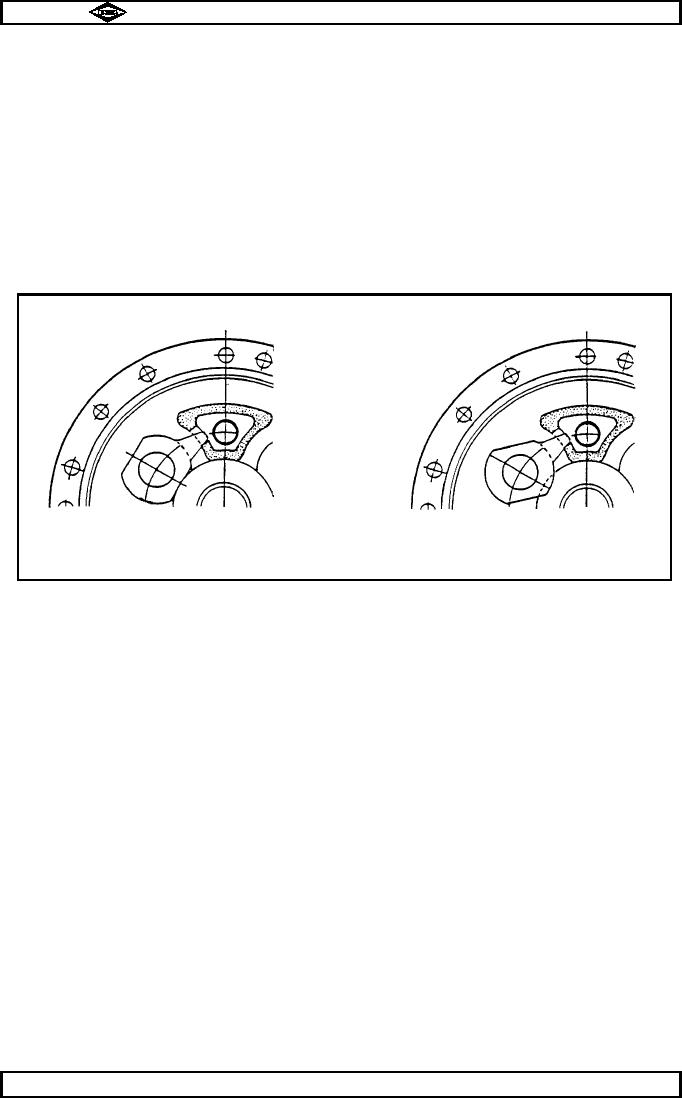
Fit a thrust washer (6 & 11) into planet carrier (6), ensuring that lock tab is located in cast hole in planet
carrier (fig no. 34).
TP63
CORRECT
WRONG
Part cross sectional view showing a thrust washer located in cast hole
Fig No. 34.
26.8
Carefully insert and locate one of assembled planet wheels (7,8,9 & 10) onto thrust washer (6 & 11).
26.9
Carefully fit another thrust washer (6 &11) onto planet wheel, ensuring that lock tab is located correctly
as in operation 25.7.
26.10
Insert a planet pin (63) into relavent holes in planet carrier inner face (6), to pass down through planet
wheel assembly.
Note :-
Care must be taken during this operation not to disturb needle rollers.
Also that head of planet pin (63) is correctly seated and thrust washers are
correctly located.
26.11
Holding planet pin in situ, turn partially assembled planet carrier completely over (inner face down).
26.12
Fit a planet pin 'O' ring (5) onto planet pin collar (4). Insert assembled planet pin collar into relevant hole
on face of planet carrier (6).
26.13
Screw one of planet collar setscrews (3) into planet pin (63) and tighten to 65 - 75 lbs. ft. ( 88 - 102 Nm).
26.14
Repeat operations 26.7 to 26.13 for other two planet wheel assemblies.
26.15
Turn planet carrier completely over and fit planet carrier 'O' ring (64) into its groove in planet
carrier (6)
Manual No. 1785 Issue A
Page No.B30
Spicer Speciality Axle Division
J-60