
TM 5-2420-230-24-1
Spicer Speciality Axle Division - Technical Publications
SECTION 9
CHECKING PINION BEARING PRE-LOAD
9.1
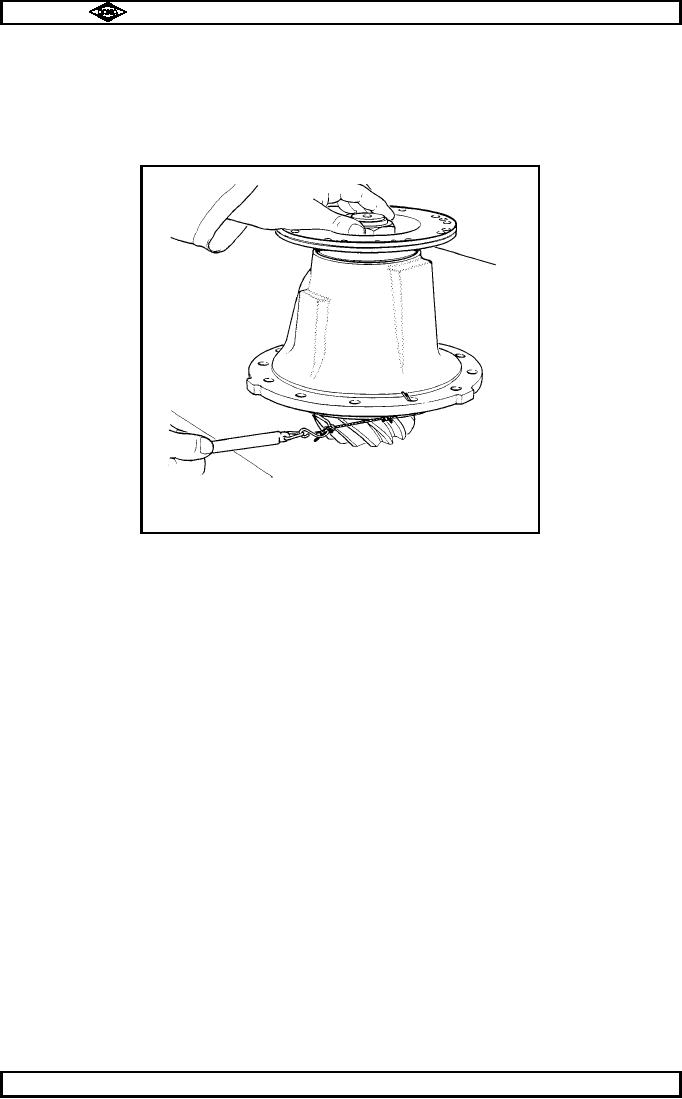
Position pinion assembly, coupling flange uppermost on bench.
9.2
Secure a length of cord to pinion housing (7) and attach free end to a spring balance. fig. no. 25
TP73
Fig. No. 5
9.3
Wrap cord around o/d of pinion housing and pull on spring balance to rotate housing.
Note force required to maintain rotation, ignoring initial starting force. The force required to maintain
rotation should be related in following manner to determine pre-load;
T = F x R, where
T = Torque (pre-load)
F = Force to maintain rotation (lbs)
R = Radius of secured cord (ins)
The pre-load obtained should be between limits 15 to 25 lbs. ins. (1.7 to 2.8 Nm) which equates to a
spring balance reading of 4 - 6 lbsf..
If torque reading is less than 15 lbs. ins. then
A smaller outer spacer needs to be fitted.
If torque is greater than 25 lbs. ins., then
A larger outer spacer needs to be fitted.
Note :-
If largest available combination of spacers (60 & 61) is already fitted, then a defect
must be present in one or more parts of assembly and needs to be found and
remedied before continuing axle build.
If stock size spacer is not available, spacers may be ground to size provided that the
same amount of material is ground from both sides to a maximum of 0.13mm(0.005")
per side whilst maintaining parallelism and squareness with bore within 0.0002" T.I.R.
This is to avoid removing all case hardening depth on one side.
9.4
When correct pre-load has been obtained, remove coupling flange nut (1) and coupling flange (2).
Manual No. 1785 Issue A
Page No.C10
Spicer Speciality Axle Division
J-74