
TM 5-2420-230-24-1
Spicer Speciality Axle Division - Technical Publications
SECTION 12
INITIAL PREPARATION BEFORE FITTING ASSEMBLED SPIRAL BEVEL WHEEL
(CROWNWHEEL) AND DIFFERENTIAL
12.1
Secure pinion and casing assembly in a suitable diff. build stool.
12.2
Check fit of diff. bearing adjusting nuts (18 & 47) as follows :-
12.3
Clean and deburr bevel casing legs (12) and bevel casing straps (19).
12.4
Fit bearing cups (17 & 46) into relevant half bores of bevel casing (12).
12.5
Check bevel casing strap studs (13), if any have been removed, replace then tighten to
88 - 98 lbs. ft. (119 - 133Nm.).
12.6
Carefully fit bevel casing straps (19) down studs (13) to locate on bearing cups (17 & 46). Check
alignment of matching marks on bevel casing legs and straps (12 & 19) to ensure that straps are not
transposed, bearing cups (17 & 46) should rest snugly in bores, and bearing adjusting nuts (18 & 47)
should be free to turn with hand pressure only, if not, it may be because of cross threading. Remove
and deburr.
Note :-
on no account should extra pressure e.g. hammer be used .
12.7
Fit diff. strap washers (20) and temporary plain nuts onto bevel casing strap studs (13) then tighten to
105 lbs ft. (142Nm.) .
12.8
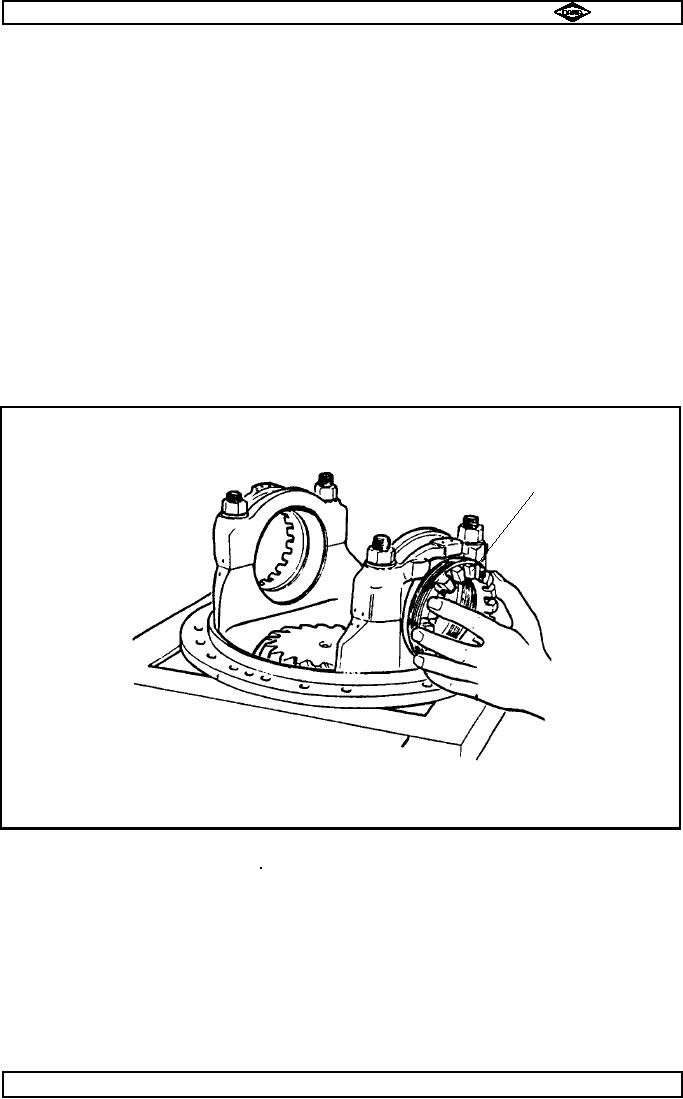
Check freedom of diff. bearing adjusting nuts (18 & 47) by unscrewing and refitting.
To assist this operation, tap bevel casing straps (19) lightly on top with a 2lb hammer. See fig. no. 7.
TP16
Diff bearing
adjusting nut (18 & 47)
●
Fig No. 7
12.9
Having checked fitting of adjusting nuts (18 & 47), remove bevel casing straps (19), bearing
cups (17 & 46) and adjusting nuts (18 & 47).
Page No.C13
Manual No. 1785 Issue A
Spicer Speciality Axle Division
J-77